
The use of gears is widespread in mechanical devices. In gear wheels, for example, these revolving round components have cut or inserted teeth that mesh with another grooved component to impart torque. Two gears that mesh has teeth that are of the same design. A power source’s torque, speed, and orientation can all be changed using gears.
The history of gears can be traced back to China in the fourth century BC. They have been around for many years and have greatly aided the development of the industry. One must have stopped to consider the process of making these gears. Hobbing is the name of the procedure that is now frequently employed to make gears. Gears such as spur and helical gears are made using the method. Here is what one should know before searching for gear hob manufacturers in India.
How does a gear hobbing cutter works?
Gear hobbing is a mechanical method of producing gears in which they are cut by the cutter, known as a hob, and the gear blank work-piece are both rotated simultaneously with a particular gearing ratio. The gear blank workpiece is continuously fed into the spinning hob throughout this process of gear hobbing until the desired depth of cut is achieved. Once all of the teeth have been entirely chopped, the hob then is continuously fed across the blank’s face.
The hob teeth on spur gears are oriented parallel to the gear blank’s axis of rotation during hobbing. The center of the hob is positioned over in an inclination with the gear blank during the process of producing helical teeth to create the correct helix. While producing worm gears, the shaft of the hob is positioned at a right angle to the workpiece used to create the gear blank.
Types of hobbing
There are three types of hobbing process:
- Axial feed hobbing: Hobbing with axial feed involves feeding the gear hob against the gear blank piece and along the face of the gear blank also perpendicular to its axis of rotation. Typically, this technique is used to create spur and helical gears.
- Tangential feed hobbing: The worm wheel’s teeth are often cut using this style of hobbing procedure. The hob is being held in this instance with its axis horizontal and at a perpendicular angle to the shaft of the gear blank. The entire depth of the slicing tooth is placed on the hob or cutting tool, which is then continuously fed forward axially.
- Radial feed hobbing: The hob or cutting tool and gear blank workpieces are placed with their axes at a right angle to each other in this technique of hobbing with radial feed. In a radial or normal direction to the axis of the gear blank workpiece, the rotating hob or cutting tool is gently pushed against the gear blank.
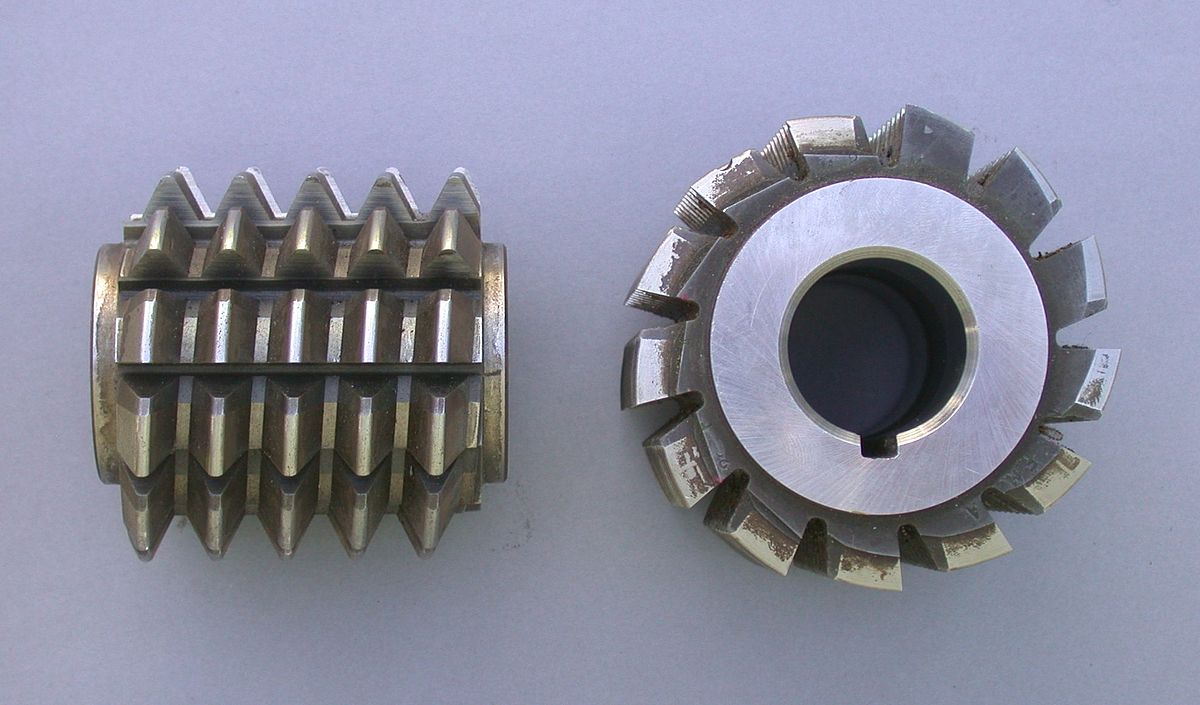
What is a cutter?
The hob is used as a cutting tool to create teeth in the blank workpiece. Hobs have helical cutter teeth with grooves that span the length of the hob, and they are cylindrical in shape. These teeth aid in chip removal and cutting. Additionally, specific gear hob cuttersare created for specific products such as sprocket gears. The hob’s teeth are almost identical in cross-section to the rack gear teeth that would be utilized with the finished item. Every single hob tooth is eased on the back side to reduce friction, but the tiny modifications are necessary for cutting.
To boost productivity, double and triple-thread hobs are frequently used in place of the more conventional single-thread hobs. They could not possibly be as precise as single-thread hobs, which is their only drawback.
Depending on the scope of the project, both universal and specialized hobs are now used. Because they are used to create gears with altered tooth profiles, specially built hobs for a given task are unique.





